����ժҪ�������˼���Zn�CNi�Ͻ��ƵĹ������̼���Һ���Ƶ�Ҫ�㡣ָ����ǰ����Ӧ���������ޡ��������͡����⡢�һҡ�������Ĥ������Һ��NaOH/ZnO�����Ⱥ�Zn2+/Ni2+��������Ӱ��Ʋ��к������Ĺؼ����ء��������úն������������Һ�IJ������輰�ֳ�ά��Ҫ�㡣
�����ؼ��ʣ�п���Ͻ�;���;���Ӽ�;����;ά��
������ͼ����ţ�TQ153.2���ױ�־�룺A
�������±�ţ�1004�C227X(2013)01�C0021�C04
�������ſ�ѧ�������ִ���ҵ�ķ�Ծ��չ��п�Ʋ��Ѳ����������ǶԸ���ʴ�Ե�Ҫ���п���Ͻ��Ӧ����Խ��Խ�㷺����п���Ͻ��У�п���Ͻ�(ͨ������������10%~15%��Ni)����ʴ�Ժܸ�(��п�Ʋ��3~6��)[1]����Ӳ��Ϊ200~250HV���ȼ���п���ζ�п���Ӳ��(90~120HV)�ߣ����Ҿ��е�������Լ����õĺ����ԺͿɻ�е�ӹ��ԡ����⣬���۵�Ҳ�ϸߣ������Ժܺá����п���Ͻ���һ�������ķ���װ���ԶƲ㣬�ʺ��ڶ��ӵĹ�ҵ�������Ͽ�ĺ�����ʹ��[2-3]��Ҳ���㷺Ӧ���������㲿�����ر��������ڸ�ǿ�֡����ɸ��ϵ��[4]���ֿ���Ϊ���ӶƲ����ھ�Ʒ����������10%~15%(������������ͬ)��п���Ͻ�Ʋ�Ϊ����Ħýṹ�����ҵ缫��λ��Zn�����丯ʴ�綯��С���ʸ�ʴ�ٶ��������Ͻ�Ʋ㷢����ʴ�������ɵĸ�ʴ����(��Ҫ��ZnCl2��4Zn(OH)2)�������õľ�Ե�ԣ��ԶƲ�Ľ�һ����ʴ���������ã�п���Ͻ�Ʋ�ĸ���ʴ�Լ���Ե��ֻ�븯ʴ�����й�[5]���о�֤��������������10%~15%ʱ��п���Ͻ�Ʋ����ʴ�������[6]�����ִ���Zn�CNi�Ͻ�Ʋ�ĺ�����Ϊ10%~15%��
����1��Zn�CNi�Ͻ��ƹ���
����Zn�CNi�Ͻ��ƵĹ�������Ϊ����ѧ���ͩ���������ˮϴ����֬��ϴ����������ˮϴ�����������ͩ���������ˮϴ�������������ˮϴ��������Zn�CNi�Ͻ��ļ�����ˮϴ������ˮ���ۻ�����ˮϴ2�����ȴ�ˮϴ��ѹ���������ɩ���ɡ�
����1.1ǰ������ע������
����Ϊȷ���Ͻ�Ʋ�������Ľ��������ۣ���������Ӧ�����ޡ��������͡����⡢�һҡ�������Ĥ��ǰ�����ޡ�����˾�֪���������һ���ޡ����������ӡ�
��������Ĥ���ڹ�����������γɵ�һ��ṹ�����ܵ��������������(ͳ��Ϊ����Ĥ)�����ֲ����ܵ��������ڵ���в��ܱ�Ѹ���ܽ����������������ڶƲ���ʱ���Ʋ�Ľ�����ͻ����½����ҶƲ�����׳��ַ�������������ס��ֲڵ�ȱ�ݣ���������Ĥ�Ĺ����ı���״̬����Ϊ����̬���ǻ�̬��������״̬������Ͻ�Ʋ��ڻ�����澧���ϵ���Ȼ���죬��ɸ��ָ����ĵ��ȱ�ݡ��γɽ�����������Ĥ(��̬)��ԭ��ܶ࣬���������������Zn�CNi�Ͻ�Ʋ�ǰ���뾭����ϴ�������ϴ����ڿ����б�¶ʱ��ϳ����Ƽ������Ѹ���γ�һ������Ĥ����ʱ�����и������������ϴ������Ũ��Խ�ߣ��������ڿ�����Խ���������������ϴ�ͻ�������������Ӽ��Ա�����������Ĥ���γɣ��Ƿdz���Ҫ�ġ��������Ӽ���Ҫ�ɻ�ʴ����������Լ������������л���õ��л�����ɡ�
�������ڼ���Zn�CNi�Ͻ��ǰ����Ҫ���ϸ����漰ʱ������ǰ����������ʮ�ֱ�Ҫ�ģ���Ҳ�DZ�֤��Ʒ������Ϊ��Ҫ�Ĵ�ʩ�����⣬������������������ϴ�����˳���Ͻ�Ʋ����ܽ��뱾�������̣����Ͼ��Բ�����������ֱ������������Ҫע�⣬�Ҿ�����һ�����̺�Ҳ�������������ϴҺ����ȫ�˳���Zn�CNi�Ͻ�Ʋ��������ʹ�á���Zn�CNi�Ͻ�Ʋ�û��ÿ���˾�������Ӱ�칤������λ�����������صĹҾ�ӡ��������ȡ�
����1.2��ƹ������
����1.2.1��Һ����ɺ�������
����
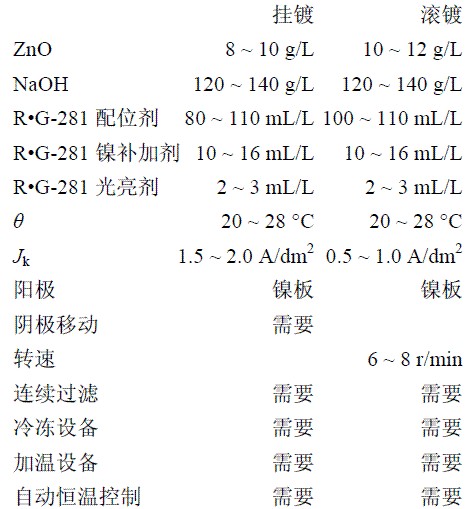
����1.2.2��Һ������
������Һ���������п���ζ�пһ�������ƺú���Լ���п��2~3g/L������30min�������ۡ��Ѽ���õ�R•G-281��λ����R•G-281�����Ӽ���Ϻ���뵽��Һ��ȥ���ټ���������Ĺ�������С���������Сʱ���Զơ������ƴ��ǰӦ����1L��Һ���úն�������ȷ��ԭ���Ͼ�û�����⡣������ˮ�����ȥ����ˮ����ͱ��dz�������ˮ��
����1.2.3Zn�CNi�Ͻ�����Ի���п����۳ɱ��Ƚ�
��������۳ɱ����棬����п�ijɱ�Ϊ1.2Ԫ/L���ң��ɱ���ʹ�����Ӽ������кܴ��ϵ��Zn�CNi�Ͻ�ɱ���7~8Ԫ/kg���Ǽ���п���ζ�п��5�����ң�������ֻ�����ƶ�Һ�ijɱ�����������䶳�����ȵ��豸����������ƺ����ĸְ���������Ͷ��ԶԶ���ڼ��Զ�пҺ��
����1.2.4��Һ����Ҫ��
����1.2.4.1NaOH����
������100~140g/L�ķ�Χ�ڣ��Ʋ�ĺ�������NaOH����Ũ�ȵ������������������ҵ�NaOHΪ130~140g/Lʱ�ﵽ��ߡ���NaOH����Ũ�ȳ���140g/L�Ʋ��еĺ����������½���NaOH��100~140g/L��Χ��ʱ����Һ�ĵ���Ч�ʱ仯����һ��Ϊ70%���ҡ����⣬NaOH��п����λ�����ɸ��Ƶ��Һ�ĵ�������[7]��һ��ѡȡΪ120~140g/L��
����1.2.4.2ZnO��Ni2+���
��������Һ��������һ��ʱ��п����Ũ��Խ�ߣ���Ʋ�ĺ�����Խ�͡���ˣ����ƶ�Һ�������Ӻ�п���ӵı�ֵ����Ҫ��һ��m(Zn2+)��m(Ni2+)=10~13���������п�ͨ�����ӻ����Zn2+��Ni2+�ı�ֵ�����ƶƲ������������Һ��NaOH/ZnO�����ȿ�����10~12Ϊ�ˡ�ZnO��������Ӱ�������λ��
����1.2.4.3�������
������λ����ҪΪ�л���������Һ����λ������ʱ����Һ�е��������ײ�������������п���ӹ�������������λ���ѡ���λ�������������γɴ�����ɵ�[NiC8H23N3]2+������п���Ͻ�ĵ�������ڸ���ɵ�����������У������������ܵ�˫����ɵ��������ö���������������ŵ磬���ԶƲ�������������λ��Ũ����������ӡ�����Һ����λ����������ʱ���Ʋ��е��������ﲻ��10%���ϡ���Һ�е���λ������������ﵽ80~100mL/L����������ȫ���������γ����������λ��Ũ���ټ������ӣ��Ʋ��к�����Ҳ�������ӡ�
����1.2.4.4�����ܶ�
��������Zn�CNi�Ͻ��к��������ŵ����ܶȵ�������������ӣ���0.5~6.0A/dm2��Χ�ڻ������ֺ㶨���ӱ�֤�Ʋ�ĺ������͵���Ч�����������ۺϿ��ǣ�����ʱ�����ܶ�Ӧ������1.5~2.0A/dm2Ϊ�á������ܶȹ�������������Ч�ʽ��ͣ�����ļ�����
����1.2.4.5�¶�
��������Zn�CNi�Ͻ�һ����20~28��Cʱ���ܻ�����õĶƲ㣬��Һ�¶����ߣ��Ʋ��е����������������ӡ��¶ȹ���ʱ���Ʋ������������ߣ��ҵ�����λ���ѣ�Na2CO3���ۻ��������Զ������豸�DZ�Ҫ��Ҫ��֮һ��
����1.3�ֳ���������
����ĿǰZn�CNi�Ͻ��������ϵ���Ҫ���������õ��ĶƲ㺬���������ȶ�����Һ�ױ仯�����ѿ��ơ������նԶƲ��к������Ŀ��Ƽ������γɺ�����10%~15%�ĵ���Zn�CNi�Ͻ�Ʋ㣬��λ����ʹ�����٣����м��ѵ���������ͷ�ɢ�������Ҷۻ��������á�
����1.3.1�Ե���������ҵ���Ӳ��Ҫ��
�����������棺��ҵҪ�бȽ����Ƶĸ�������ƶȣ�ԭ���ϼ����Ӽ�������Ҫ��ר�˸���¼����ר�ŵĻ��������Ա���Ͻ��Ƶļ����Ѷȴ�û��һ��֪ʶˮƽ���ֳ�����ʦ������֤��Ʒ�����ġ�����Zn�CNi�Ͻ�Ʋ��еĺ����������Һ��Zn2+������NaOH������Ni2+�����ȶ��������йأ�ͬʱ����m(NaOH)��m(ZnO)�ȡ�m(Zn2+)��m(Ni2+)���йأ�Ҳ�ܵ���Һ���¶ȡ���λ�������������ٶ�(����ǿ��)�����������ܶȵȶ��������Ӱ�졣������Ӱ�������У���Ҫ������Щ����Ҫ���أ���Щ�Ǵ�Ҫ���ء���ˣ�ֻ�ж����ۺϷ������ƣ������������������IJ�Ʒ��
����Ӳ��Ҫ�������ֳ���ȥ����ˮ�豸���䶳�������˻�;������װ���б��䡢ˮԡ���ն��ۡ���������721�ֹ��ȼƼ���������ر����豸������1.3.2�úն�������⡢������Һ�ı�����
����(1)ȡ������ZnO��NaOH������ZnO����ÿ�����ٷ������Σ�NaOHÿ�����һ�Σ�Ȼ����ݷ���������������շ�Χ��
����(2)�ں���ˮԡ���ԡ�϶�����25��C������ն��ۣ���ʼ���ն������飬һ����Ҫ��1A��5min��1A��10min��0.2A��10min��һƬ��Ȼ��۲���Ƭ״��������뿪��(����������)ʱ���ѷ���Ƭ�Աȣ�������Ӧ�ĵ���������������£�3����Ƭ����ȫƬ������ȡ��Ʋ㺬������������ʱ����Ƭ�Ƚϰ���;������������ʱ����Ƭ�Ƚϰ��ڡ�
����(3)������Һ��ZnO��NaOH��Ni2+������Ҫԭ�ϵĺ�������������m(NaOH)��m(ZnO)=10~12��m(Zn2+)��m(Ni2+)=10~13��������Ϊ10%~15%��Zn�CNi�Ͻ�Ʋ㾭���۸��ۻ���ɻ�����Ķۻ��㣬�ҶƲ�������Խ�ߣ��ʶ�Ĥɫ��Խ��ɸ��ݾ�����ơ���Һ�������ӻ�Ʋ�����Ԫ�صĺ�����721�ֹ��ȼƲ��㣬��Һ�������Ӻ�����ΧӦΪ0.7~1.3g/L����Һ�к�����ÿ���2������Ϊ�ã�R•G-281�����Ӽ�ÿ1mL��Ni2+Լ0.075g��(4)���ݷ�������ȰѺն�����Ƭ�����ã�Ȼ����պն���������������ۡ�
����1.3.3�ճ�ά�������
����(1)Zn2+��Ni2+�IJ����DZ�Ȼ�ģ�R•G-281�����Ӽ���800~1000mL/(kA��h)���ӣ���ʱZn2+��������Ϊ450~650g/(kA��h)��п�IJ������ʹ����п�ۣ���п�۵ijߴ���п���Ͻ�Ʋ۵�20%���Ҽ��ɣ����˺���Ʋۡ�
����(2)п����λ����NaOH��NaOH������120~140g/L�Ƚ��ʺϣ���ʱ���нϺõķ�ɢ�������������������m(NaOH)��m(ZnO)=12����Ϊ�ã�ͬʱR•G-281��λ����3��������λ�����ȶ��������Ӽ��ȣ�����һЩ���Ҳ��п����λ������ZnO�ĺ���Ϊ����ʱ��R•G-281��λ��ҲҪ��������(100~110ml/L)��
����(3)R•G-281��λ����Ҫ���������γ���λ��ʹ֮��п��������ͬʱ�ɱ�֤��Һ�����ǣ���������������������Ҫȡ���������Ӻ�п���ӵĺ�����п���ȡ���Һ��R•G-281��λ����������ʱ���Ʋ�������ѣ������Ʋ�Ƚϰ�������ʱӦ��������;���������Ч���½�����ʱ������߶�Һ������������ά��������
����(4)���������Ӽ�ʱ��R•G-281�����Ӽ���R•G-281��λ���������2��1��Ϻ��ڽ����¼��룬����һ��ʱ�����ϲۿɰ�(3~4)��1��Ϻӡ�
����(5)�����Ĺ������ɻ�ù�����ƽ���ĶƲ㣬���ܷ�ֹ�����ս���������������ܶȷ�Χ�����ͣ������ֲڡ��ư�;���ߣ��Ʋ�������ӣ���ɢ�����½����Ҹ������������꣬���ۻ�����������������Ϊ60~100mL/(kA��h)��
����(6)�Ʋۺ���п�۲��������ۣ�����Ҫ��ʱ����
����(7)��Һ���¶����ϸ�Ҫ����������ʱ������20~28��C�����ӶƲ��еĺ�����Ҫ����������Һ����п�ȼ���λ���ĺ�������ȷ�������������С�
����(8)�����������ˣ����˻���������4���ڶ�Һ����о����20��m��
����(9)��Һ�еIJ���������ֻ��ʹ�����壬���Ҫ��Ϊ�ƺ��������壬Ҫ��ȡ���۲죬��ֹ����������
����(10)���õ�NaOH���ѡ�þ��Ƽ�����ҵ����Ҫ�ס��������ӣ���п��п��Ӧѡ��0#(��Zn99.995)п����
����(11)����Zn�CNi�Ͻ��Һ�е�Na2CO3����Ϊ50g/L��������ֵ�������Һ�ȣ����²�ѹ�������Ʋ�������ҵȣ���ÿ�����1�����䶳����ȥNa2CO3��
����(12)��Һ�����������(��Cu2+��Pb2+��Fe2+��Fe3+)����ɶƲ�������ҡ��������Ʋ㷢���������ȹ��ϣ����ڶ�Һ�е���λ�������������Ҳ�н�ǿ����λ���ã������п���û���������Ч��û�м���п���ζ�пʱ���ԣ�������С�����ܶ�(0.1~0.2A/dm2)����ȥΪ�ã��ڽ����½ϳ�ʱ���⼴�ɡ�
����(13)�����������ȼ����Լ���п��2~4g/L,����0.5~1.0h�������Լ�������̼2~4g/L������0.5~1.0h����ˣ�����0.1~0.2A/dm2���12h���ٷ�����������֣���ն�����Ƭ����R•G-281��λ����R•G-281�����Ӽ���R•G-281����������ò��պն��۵��������Դ�۽��е�����
����2������
����ú��Һѹ֧�����ô˼���Zn�CNi�Ͻ��ƹ��պ�����ʴ�Դ����ߣ�ȡ����ԭ�е��ж����к����գ���Դͷ���������к����ж�ԭ�ϵ�ʹ����������������Ⱦ��IJ����������˵�Ʒ�����ĩ�������ĸ����ͷ��á�
����п���Ͻ��Ƶ��о�Ӧ�ö���߷����������������Ʋ㡢��Լ������������Ⱦ�ͽ��ͳɱ��ȶ�����Ҫ���塣
�����ο����ף�
����[1]ABIBSIA,DENNISJK,SHORTNR.Theeffectofplatingvariablesonzinc�Cnickelalloyelectrodeposition[J].TransactionsoftheInstitute
����ofMetalFinishing,1991,69(4):145-148.
����[2]��Ʒ��,������.���п��п�Ͻ�[M].����:��е��ҵ������,2001:225-253.
����[3]�ƾ���,�,����ƽ,��.����п�C���Ͻ�������[J].����뾫��,2003,25(2):5-7.
����[4]���,��ƽ�,����,��.�������п���Ͻ��ƹ���ʵ��[J].���漼��,2008,37(3):77-79.
����[5]���,�����,����.п�C���Ͻ��Ʋ����ܼ���ʴ�����о�[J].���ϱ���,2008,41(1):9-12.
����[6]��Ʒ��.�ִ�����ֲ�(�ϲ�)[M].����:��е��ҵ������,2010:68.
����[7]Ф��,��Ƽ.���ʵ�ù�������[M].����:��е��ҵ������2010:261.[�༭���¾���] |